 |
||||||
|

|
|
Часть 1

Дмитрий
Белкин,
инженер по цвету, компания
«Тампомеханика»
|
Оптимизация и внутренняя стандартизация печатного процесса во флексографии — одна из важнейших задач современного производства. Автор предлагает методику, разработанную на опыте российских предприятий. Оценить ее полезность — Вам, читатель. |
Совсем недавно, лет пять-шесть назад, процесс флексографской печати очень напоминал цирковой номер эквилибриста-жонглера. Число переменных факторов, в результате одновременного управления которыми мог получаться оттиск требуемого качества, с трудом поддавалось осмыслению, и только профессионал высочайшего класса мог добиваться оптимальных результатов — это было искусство. Конечно, ситуация изменилась в лучшую сторону: появилось более совершенное оборудование, новые технологии, но при этом возросло и число тех самых переменных факторов, для управления которыми требуется новые приемы, а главное стандарты качества.
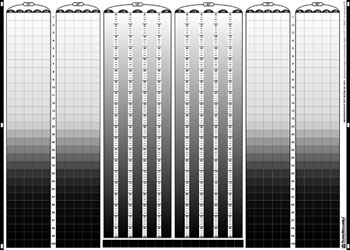
Рис. 1. Макет однокрасочного теста
И если год назад на семинаре Advanced Flexo, проведенном фирмой GiDue, самым «горячим» во флексографии считался вопрос стандартизации («Флексо Плюс» 4-01), то сегодня, проводя аналогию, можно сказать, что ситуация достигла точки «кипения». Конечно, можно успокаивать себя надеждами на скорое появление долгожданного стандарта по флексографской печати ISO 12647-6, находящегося в течение двух с лишним лет на стадии изучения рабочего проекта. Но после ознакомления с ним не прибавляется оптимизма. Конечно, на то есть вполне объективные причины, однако ситуация, складывающаяся на российском рынке упаковки (в широком смысле этого слова), требует уже сегодня применения новых методик, которые позволили бы обеспечивать стабильное и, главное, предсказуемое качество печати.
Несколько слов о методике в целом
Взяв столь высокую ноту в начале статьи, автор, не желая обмануть ожиданий читателя, отмечает, что данная методика открывает потенциальную возможность выработки внутренних стандартов качества в рамках отдельно взятого производства (с присущими ему особенностями и приемами работ). И, конечно, говорить о глобальной стандартизации флексографского печатного процесса пока преждевременно.
Представляемая автором система учитывает специфику российского рынка производителей и потребителей упаковки. В течение двух лет велась работа по сбору и оценке данных, изучались уже существующие в этой области технологии, проводились исследования, вырабатывались приемы и технологические операции, готовилась рабочая документация. Результатом этих усилий стало появление комплексной системы тестирования–профилирования–стандартизации флексографского печатного процесса. Это сложный, многоэтапный процесс, в ходе которого собирается и анализируется большой объем технологической информации, используемой в дальнейшем при проведении допечатной подготовки и контроле тиражных оттисков.
Описание системы
Представляемая методика направлена прежде всего на обеспечение и поддержание стабильного качества конечной продукции. Опыт показывает, что полезно проводить предварительное, однокрасочное тестирование печатного процесса.
Целью однокрасочного теста является определение оптимальных параметров воспроизведения растровых элементов (линиатуры, углы наклона). В макете тестовой формы используются градационные ступенчатые клинья, которые сгруппированы по четырем углам поворота растровой сетки с проработкой по пяти различным линиатурам в каждой группе (рис. 1).
Диапазон линиатур определяется в зависимости от параметров анилоксовых валов и технологии изготовления печатных форм. Для аналогового процесса соотношение линиатуры анилокса к линиатуре оттиска берется в диапазоне от 1:3,5 до 1:6, для цифрового — в диапазоне от 1:3 до 1:9. Желательно, чтобы в процессе тестирования были проверены все печатные секции и группы анилоксов, которые предполагается использовать для растровых работ. Были случаи, когда на уже не молодых производствах однокрасочное тестирование помогало пересматривать неверно устоявшиеся представления о возможностях той или иной печатной машины.
По результатам предварительного теста готовится отчет с графиками градационных кривых и графиками растискивания на различных линиатурах и определяются оптимальные параметры.
Основной процесс подразделяется на семь этапов (описание седьмого этапа будет рассмотрено во второй части статьи).
1. Определение возможностей флексографского производства. На данном этапе собирается технологическая информация о печатном производстве, которая подразделяется на две части:
-
данные по печатной машине (производитель и марка, схема построения, число печатных секций, тип красочного аппарата, характеристики анилоксовых и формных цилиндров и др.);
-
общие данные по процессу (марки и толщины используемых печатных форм и монтажных лент, характеристики применяемых красок и др.)
Кроме ознакомительных целей это необходимо еще и для того, чтобы в дальнейшем при подготовке теста можно было учесть все параметры и особенности, свойственные индивидуальному технологическому процессу.
2. Согласование плана и объемов тестирования. Необходимость этого этапа тем выше, чем больше переменных факторов в технологическом процессе. Например: производство оснащено двумя печатными машинами, используются три типа запечатываемых материалов с применением триадных красок двух различных производителей.
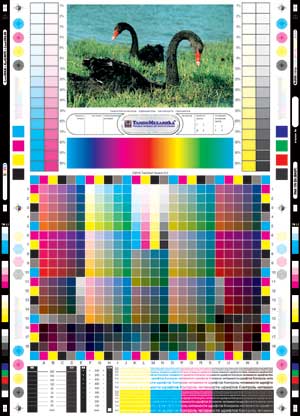
Рис. 2. Макет CMYK-теста для узкорулонной печатной машины (этикетка)
Важно перед началом подготовки тестового оригинала-макета иметь максимально полную информацию об этих переменных факторах, чтобы во-первых, учесть их при подготовке оригинала-макета тестовой формы, во-вторых, подготовить специальную документацию, подробно их описывающую, и в-третьих, произвести предварительный расчет стоимости услуги.
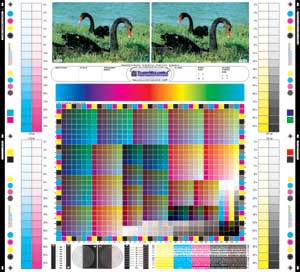
Рис. 3. Макет CMYK-теста для широкорулонной печатной машины (упаковка)
Мы рекомендуем по возможности минимизировать число переменных факторов и предлагаем путем сопоставления результатов выбирать оптимальные. Например: в случае печати красками различных производителей необходимо включить обе марки красок в план тестирования как переменный фактор, подлежащий оптимизации. По результатам готовится отчет на предмет сопоставления и определения наиболее подходящих красок.
3. Подготовка индивидуального оригинала-макета, изготовление печатных форм. Для подготовки тестового оригинала-макета используется стандартный набор элементов (подробное описание см. в п. 6), которые заверстываются в согласованный формат, соответствующий параметрам печатной машины. Дополнительно на данном этапе могут быть учтены такие моменты как: необходимость использования белой подложки, выборочного лакирования, необходимость добавления или изменения каких-либо элементов макета и др. (рис. 2, 3, 4)

Рис. 4. Макет CMYK-теста под гофрокартон
Далее, в соответствии с согласованным оригиналом-макетом, изготавливаются флексографские фотополимерные печатные формы. Этот процесс мог бы послужить темой для отдельной статьи, и на сегодня об этом уже много написано, поэтому хотелось бы акцентировать внимание читателя на наиболее важных аспектах с точки зрения рассматриваемой нами тематики. Свойства печатных форм во многом зависят от переменных параметров формного процесса, которые так же, как и при печати, должны быть нормализованы и стандартизованы. По мнению автора, на печатную форму должна без искажений переноситься вся информация, содержащаяся в исходном файле оригинала-макета, то есть процесс должен быть линеаризован, что особенно важно при тестировании.
4. Тестовая печать. В процессе тестовой печати происходит нормализация печатного процесса и по специальной методике регистрируются все его параметры: каждому оттиску, а точнее участку запечатываемого полотна, отличающемуся сменой какого-либо переменного параметра, присваивается уникальный идентификационный номер.
Этот этап является самым ответственным и сложным, так как потенциально несет в себе некоторое количество непредсказуемых ситуаций. Первое, чего необходимо добиться — это максимально оптимизировать печатный процесс, то есть достичь приемлемого качества тестовых оттисков с выходом на рабочий режим. Этот процесс, как правило, занимает большую часть времени данного этапа. Затем проводится печать с последовательной сменой переменных параметров, согласованных ранее на втором этапе при подготовке теста. Данный этап осуществляется непосредственно на производстве и в ходе него регистрируются все параметры и условия печатного процесса, контролируется качество тестовых оттисков, определяется необходимая степень нормализации процесса и в итоге — обеспечивается оптимальное качество тестовых оттисков.
5. Анализ тестовых оттисков (визуальный и аппаратный). В ходе этого этапа производится исследование тестовых оттисков, для чего используется различное контрольно-измерительное оборудование. В основном это: лупа с 3-кратным увеличением, микроскоп с 30-кратным увеличением, спектрофотометр с геометрией 45–0° и ничем не заменимый зрительный аппарат человека. В ходе этого этапа производится исследование тестовых оттисков, для чего используется различное контрольно-измерительное оборудование. В основном это: лупа с 3-кратным увеличением, микроскоп с 30-кратным увеличением, спектрофотометр с геометрией 45–0° и ничем не заменимый зрительный аппарат человека.
Все тестовые оттиски после проведения анализа переходят в разряд эталонных с присвоением им дополнительных регистрационных номеров и поступают в архив, а собранные данные группируются и используются для подготовки отчета.
6. Подготовка отчета, построение профилей. На основе данных, собранных на предыдущем этапе, готовится отчет с детальной оценкой каждого элемента тестового оттиска по следующей схеме:
-
объект оценки — лучевые и концентрические миры, линейки со шкалами нониуса, приводочные элементы, блок штриховых элементов, градиентные роспуски по краскам и роспуск по CMY (баланс серого), градационные клинья, 100-процентные поля, бинары, контрольные цветовые мишени и мишени для профилирования;
-
предмет оценки — натиск, проскальзывание, приводка, точность монтажа, равномерность воспроизведения всего градационного диапазона, градационная характеристика печатного процесса, баланс нейтрально-серых тонов, равномерность краскопереноса в пределах всего поля оттиска (макромасштаб) и в пределах одного поля мишени (микромасштаб), цветовой охват (рис. 5), субъективное восприятие;
-
метод оценки — описывается используемое оборудование;
-
результат оценки — описание результатов проведенного наблюдения и краткие замечания. Если имеют место какие-либо дефекты или недочеты, то выдвигается версия о возможных причинах.

Рис. 5. Контроль и сопоставление профилей
(материалы: желтый — бумага, красный — полиэтилен)
В заключение всего отчета подводится итоговая оценка, характеризующая весь процесс в целом, и делается вывод о пригодности печатного процесса для профилирования. После этого, в зависимости от результатов заключения, начинается работа по подготовке и построению профилей.
В автоматическом режиме производятся замеры эталонных оттисков, и полученные файлы измерений проходят предварительный контроль. После этого производится расчет и построение профилей печатного процесса. Для выполнения этой процедуры с успехом используется комплекс оборудования и программное обеспечение фирмы Gretag Macbeth: спектрофотометр SpectroLino, стол для автоматического считывания оттисков SpectroScan и пакет программного обеспечения Profile Maker Pro (версия 4.0).
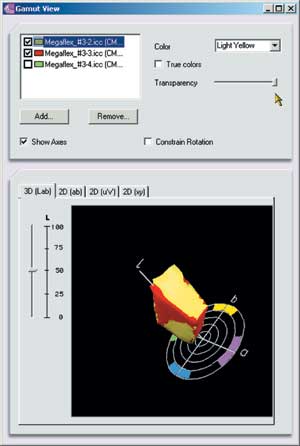
Рис. 6. Трехмерное тело профиля в координатах Lab
Все параметры и условия, при которых проходил процесс тестирования (включая параметры измерений и установки цветоделения), заносятся в специальные служебные поля в файлы профилей. Окончательная проверка работоспособности профилей производится по трем методикам:
-
с использованием специального программного обеспечения, позволяющего наблюдать трехмерное тело профиля в координатах Lab (рис. 6);
-
посредством вывода экранной цветопробы и сопоставления ее с эталонным оттиском;
-
с использованием цифровой цветопробы, на которой выводится контрольная распечатка, затем она измеряется и результаты сравниваются с результатами измерений эталонных оттисков.
По результатам окончательной проверки при необходимости производится окончательная корректировка профилей: баланса по серому (рис. 7), градационных характеристик, точки белого и др.
Пример
Для лучшего понимания описываемой методики автор приводит реальный пример тестирования печатного процесса на одном из флексографских производств:
Исходные данные:
На производстве используются две шестикрасочные узкорулонные флексографские печатные машины Comco Cadet 10 (USA) с шириной полотна 280 мм и линейной схемой построения. Скорость печати: механическая — 90 м/мин, рабочая — 45–60 м/мин.
Красочный аппарат с дукторным валиком и возможностью подвода ракельного ножа. УФ- или тепловая сушка, по выбору. Комплект анилоксовых валов, используемых при полноцветной печати: Ucarlox Praxair, линиатура 800 лин/дюйм, угол наклона гравировки ячеек 60°, форма ячеек — шестигранник, паспортная емкость — 1,9 см3/м2.
Для монтажа форм используется установка с двумя наводящими камерами и приводом точного позиционирования.
Для закрепления форм на формном цилиндре используется двусторонняя монтажная лента толщиной 0,38 мм.
Информация, полученная при согласовании плана и объемов тестирования:
Предполагаемые управляемые переменные параметры:
-
Две машины (коплектация одинаковая, различаются сроком эксплуатации);
-
Четыре марки запечатываемых материалов различных производителей (все самоклеящиеся), из которых две пленки, две бумаги.
Переменные параметры, подлежащие оптимизации:
-
Три марки красок различных производителей (все УФ-отверждаемые).
Остальные переменные параметры подлежат нормализации.
Формы изготовлены из материала BASF FAH D II, толщина пластин 1,7 мм, с использованием цифровой технологии (линиатура 150 лин/дюйм, углы офсетные).
Результаты, полученные в процессе тестирования
На одной из машин в процессе приладки выявлен распространенный дефект — поперечное полошение на растровых элементах (колебания тона ±10–12%), устранить не удалось, оптимально-приемлемое качество печати не достигнуто. Принято решение о прекращении тестовой печати до проведения профилактических работ на данной машине.
Продолжено тестирование на второй печатной машине. Проведена приладка и достигнуто оптимальное качество печати, зафиксированы следующие параметры:
-
скорость печати: в процессе приладки 25 м/мин с последующим разгоном до 56 м/мин и выходом на рабочий режим 45 м/мин;
-
конфигурация красочного аппарата: ракельный нож подведен;
-
регулировка натиска: не имеет числового выражения, достигнута договоренность о поддержании в норме по мирам и контрольным градационным клиньям посредством сопоставления с эталонным оттиском;
-
температура в цехе: 28°С.
При соблюдении вышеописанных параметров проведена печать на различных материалах и на одном из материалов с использованием красок различных производителей.
По итогам тестовой печати получено пять комплектов тестовых оттисков: четыре марки запечатываемых материалов на одной краске, три марки красок на одном из материалов.
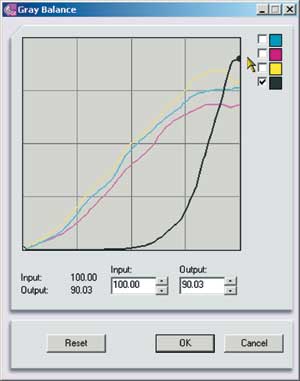
Рис. 7. Корректировка баланса по серому
Проведен анализ тестовых оттисков и последующее их сопоставление по различным материалам и краскам. Рекомендовано остановится на той марке красок, которая дает наибольший цветовой охват.
Оттиски, полученные на разных материалах, измерены; построены четыре рабочих профиля. Результаты внедрены на производстве.
Во второй части статьи (планируем опубликовать ее в следующем, октябрьском номере) будут рассмотрены мероприятия, направленные на поддержание достигнутого качества печати, и методы контроля печатного процесса.
![]()
Издательство «Курсив»
 |